
| Tweet |

Custom Search
|
|

|
||
 TM 55-1905-221-14-3
6-16
PROPELLER, PROPELLER SHAFT, AND STUFFING BOX (Continued)
LOCATION/ITEM
ACTION
REMARKS
REPAIR (Cont)
NOTE
The use of silver brazing alloy or any other low temperature brazing alloy is not
erosive action of high velocity water.
(1) Repair of Cavitation Pits.
Cavitation pits can be weld-
filled, using any approved
method.
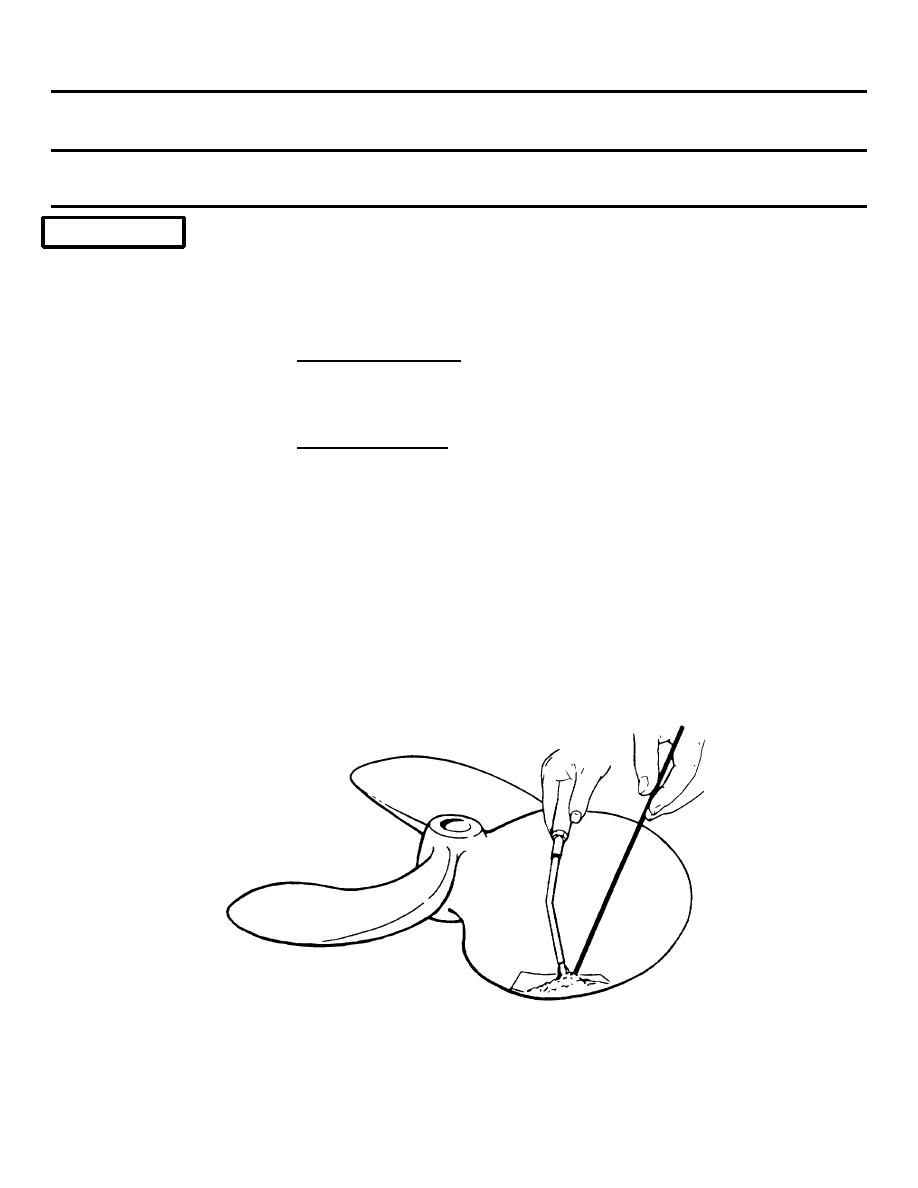
(2) Repair of Blade Edges.
Broken propeller edges can be
replaced by welding a corres-
ponding edge from a discarded
propeller, see figure below.
Cracks are ground or cut open
and then welded together.
The entire crack must be
round out or it will start
cracking again. If necessary,
blades can be built up with
the same welding rods used in
the process of welding.
Small notches in the edges
are sometimes filled by
welding.
6-179
|
||
|
||






