
| Tweet |

Custom Search
|
|

|
||
 TM 55-1905-217-34
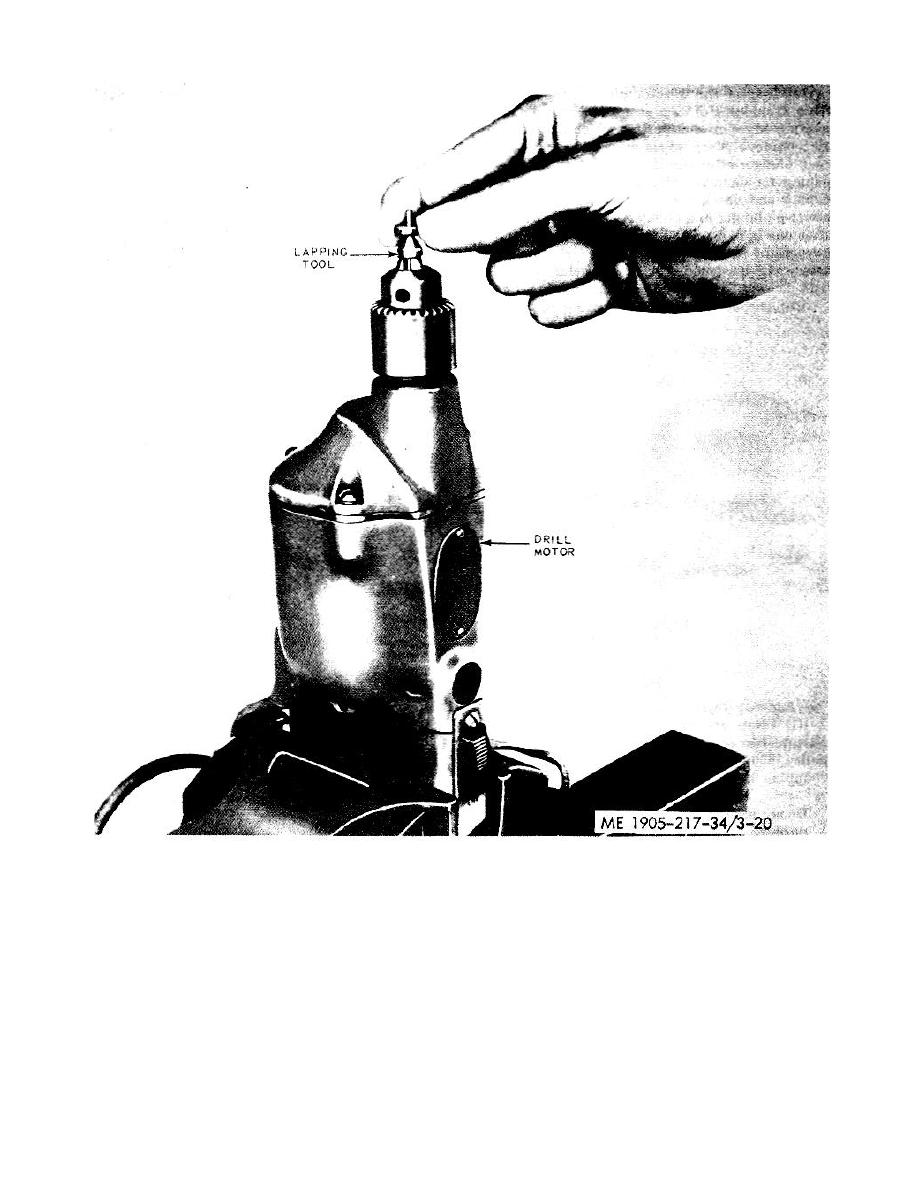
Figure 3-20. Lapping edge of hole in fuel injector valve seat
(8) Place the valve seat over the pilot of the tool and start the drill. Holding the valve with the fingers,
touch it lightly against the rotating lapping tool to produce a uniform seat at the hole. After lapping the edge of
the hole in this manner, flat lap the face of the seat lightly, then clean and examine the width of the edge.
Width of the chamfer produced at the edge of the hole should be within .002 to 1005 inch. A width in excess of
these limits will lower the pop pressure of the injector.
(9) Wash all injector parts that were lapped in clean fuel oil and dry with filtered compressed air.
Clean the inside of the bushing by wrapping clean tissue around tool and rotate in and out through the bushing.
NOTE
Due to the possibility of parts being burred or nicked during handling, lap all
sealing surfaces of the new parts except for crown valve.
h. Reassembly.
(1) Filter assembly
3-22
|
||
|
||






