
| Tweet |

Custom Search
|
|

|
||
 TM 55-1905-219-14-11
5-79. CYLINDER BLOCK - MAINTENANCE INSTRUCTIONS (Continued).
LOCATION
ITEM
ACTION
REMARKS
INSPECT (Cont)
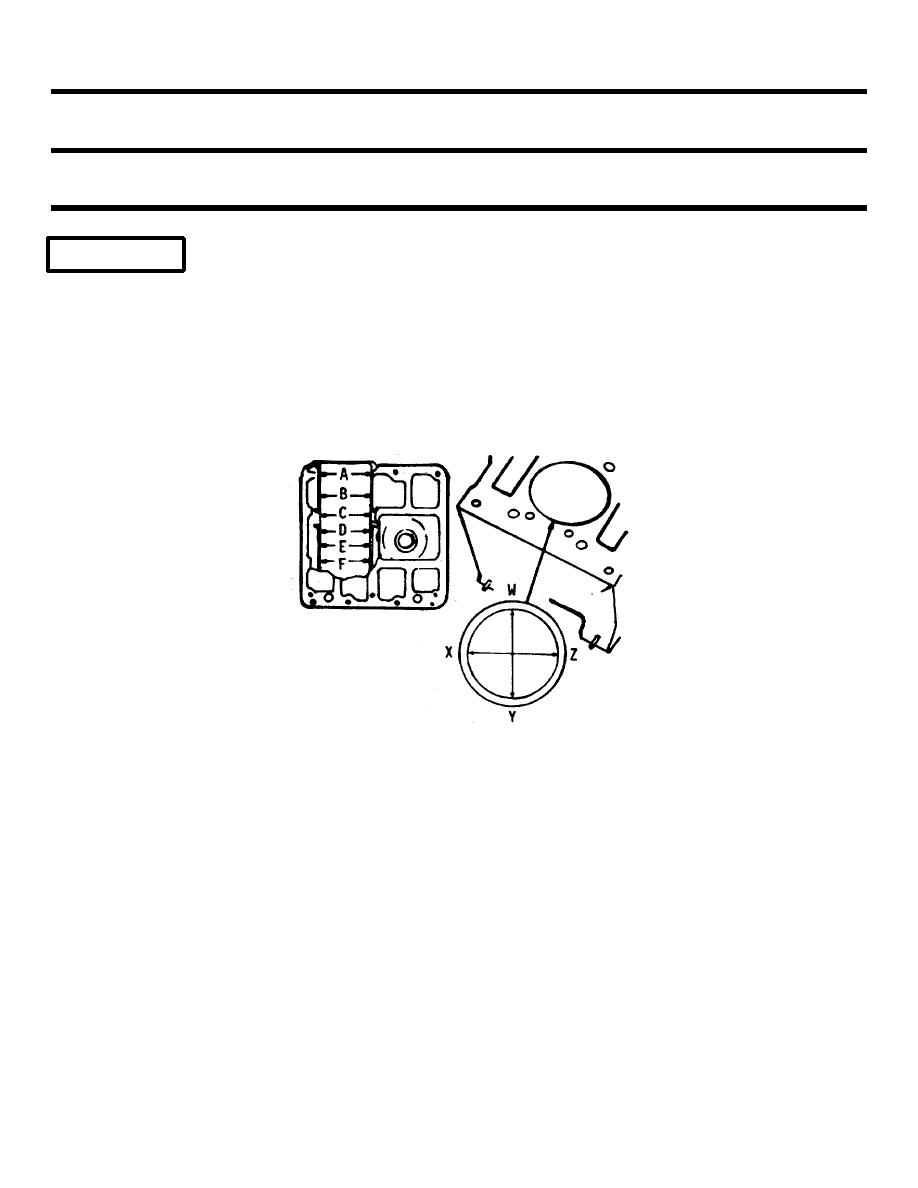
(3) First, place the bore gage in the master ring
gage J8386-01 which has an I.D. of 4.6270 inch
and set the dial to zero. Rotate the dial clock-
wise .0005 inch to give a zero dial indicator
setting of 4.627 inch. Take measurements on the
cleaned-up surface only at positions A, B, C, D,
E, and F in the bore on axes 45 apart. Read
the measurements from the zero mark on the gage.
(4) The cylinder liner is alternately expanding and
contracting during engine operation, due to
temperature variations. This may result in
irregularities in the block bores (out-of-round
and taper), the effects of which will be seen
as high pressure areas on the outside of the
cylinder liner.
(5) If a new liner and piston is installed in
the block without properly fitting the liner,
galling and seizing of the piston may result.
This is caused by the new piston having to
travel over the irregularities without time
to conform to the particular shape of the
block bore.
e. Fit the liner to the cylinder block:
The liner-to-block clearance with new parts is zero
to .002 inch. With used parts, maximum liner-to-
5-1078
|
||
|
||






