
| Tweet |

Custom Search
|
|

|
||
 TM 55-1905-222-14
6-23
REPAIR PROPELLER AND PROPELLER SHAFT (Continued).
(1). Repair of Cavitation Pits. Cavitation
pits can be weld- filled, using any
approved method.
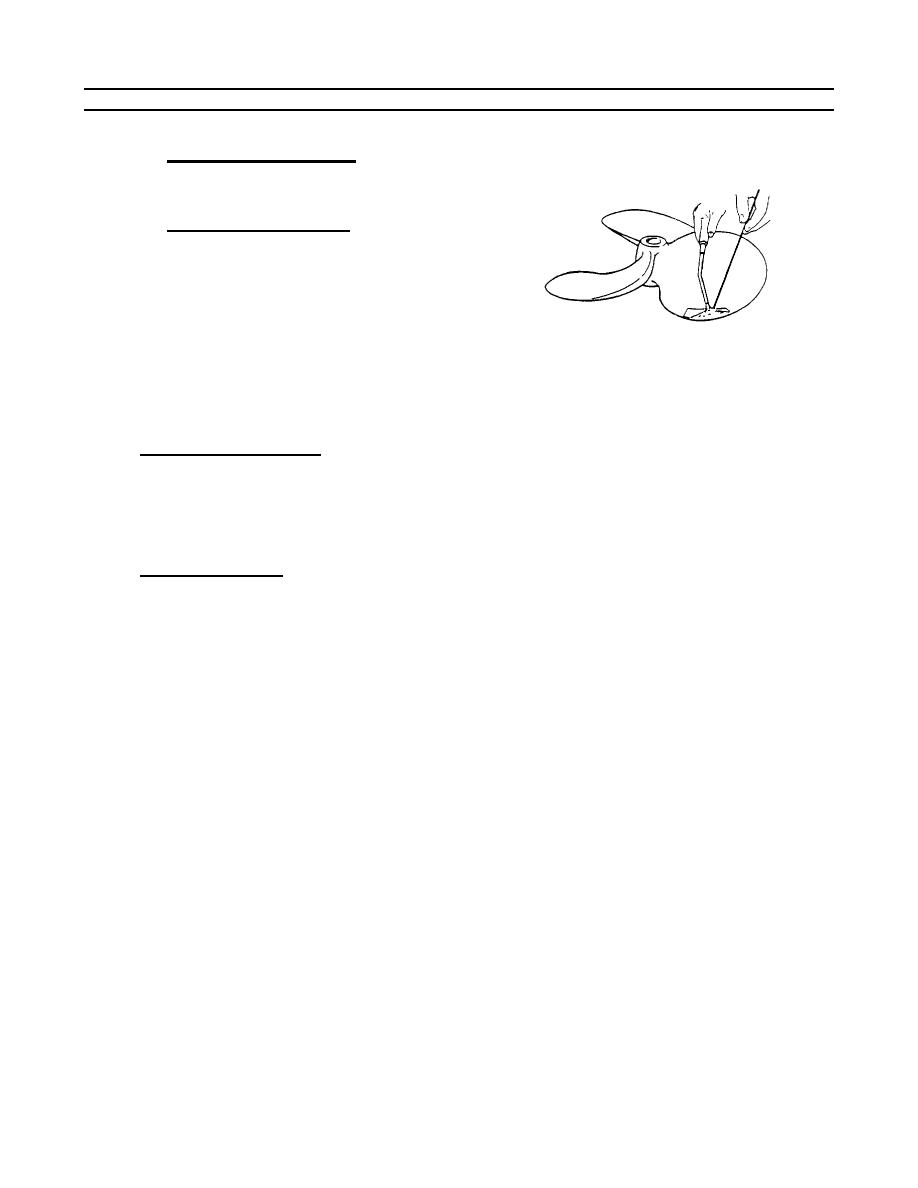
(2). Repair of Blade Edges.
Broken
propeller edges can be replaced by
welding a corresponding edge from a
discarded propeller, see figure at right.
Cracks are ground or cut open and
then welded together. The entire crack
must be round out or it will start
cracking again. If necessary, blades
can be built up with the same welding
rods used in the process of welding.
Small notches in the edges are
sometimes filled by welding.
h. Finishing Welded Areas. Beads should
be ground or filed smooth to match original
surface contours Splatter and flux should
be removed by scraping, chipping, and/or
grinding or filing. Welded areas should be
annealed if required.
i.
Metallic Arc Welding. For major or minor
repair to manganese-bronze propellers, a
covered aluminum- bronze electrode
composed of 90 percent copper and 10
percent aluminum should be used.
Phosphorous bronze rods should only be
used for minor repairs, as these rods have
only about one half the strength of the base
metal. Each edge of the repair selections
should be beveled 45 degrees (included
angle 90 degrees) and the root of the bevel
should be rounded to a minimum 1/4 inch
radius; however, if the depth is over 1 inch,
the sides can be beveled at 15 degrees
after the width of the groove at the top
exceeds 1-1/2 inches. The section to be
repaired should be chipped to sound metal
and positioned for
6-124
|
||
|
||






