
| Tweet |

Custom Search
|
|

|
||
 TM 55-1905-223-24-1
(5)
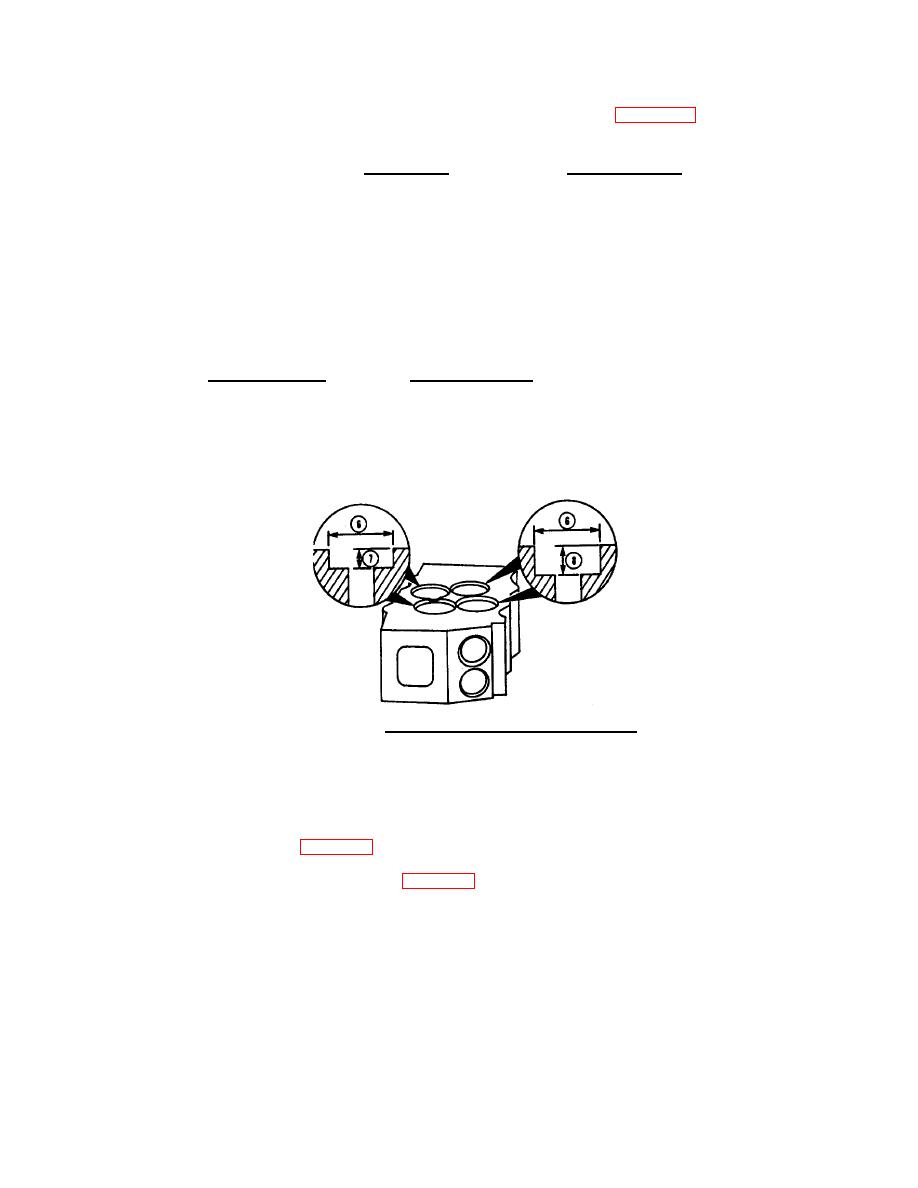
Measure the inside diameter and the depth of the insert bore (FIG. 4-27).
Verify bore meets
following specifications.
Diameter (6)
Depth (7) and (8)
Intake bore:
3.377 to 2.378 inch
0.512 to 0.517 inch
(60.38 to 60.40 mm)
(13.00 to 13.13 mm)
Exhaust bore:
2.377 to 2.378 inch
0.492 to 0.497 inch
(60.38 to 60.40 mm)
(12.50 to 12.62 mm)
NOTE
Oversize valve seat inserts are available in the following sizes.
Outside Diameter
Depth (Thickness)
0.010 inch (0.25 mm)
Standard
0.020 inch (0.51 mm)
0.005 inch (0.13 mm)
0.030 inch (0.76 mm)
0.010 inch (0.25 mm)
0.040 inch (1.02 mm)
0.015 inch (0.38 mm)
FIGURE 4-27. Valve Seat Insert Bore Measurement.
(6) If inside diameter is not within specification, machine the valve seat insert bore for an oversize seat.
A press fit within 0.0025 to 0.0045 inch (0.064 to 0.114 mm) between the valve seat insert and the
bore must be maintained.
(7) Install air flow deflectors in intake ports. Ensure tang on the deflector is in alignment with the hole on
the notch in the head FIG. 4-28.
(8) Identify the correct valve seat insert (FIG. 4-29).
NOTE
Install insert with 30 degree angle pictured as shown.
4-25
|
||
|
||






