
| Tweet |

Custom Search
|
|

|
||
 TM 55-1905-217-34
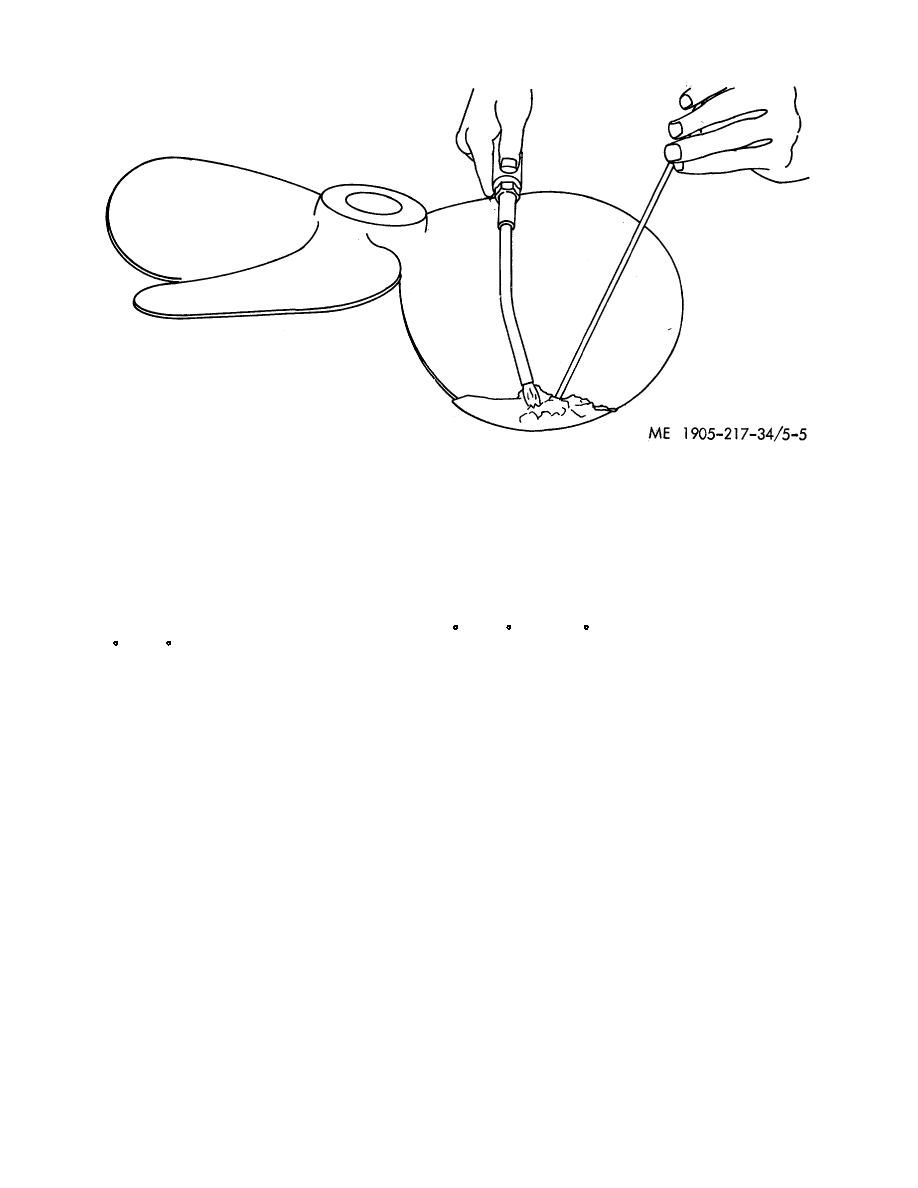
Figure 5-5. Welding a replacement section to a propeller.
(9) Finishing Welded Areas. Beads should be ground or filed smooth to match original surface contours. Splatter
and flux should be removed by scraping, chipping, and/or grinding or filing. Welded areas should be annealed if required.
(10) Metallic Arc Welding. For major or minor repair to manganese-bronze propellers, a covered aluminum-bronze
electrode composed of 90 percent copper and 10 percent aluminum should be used. Phosphorous bronze rods should
only be used for minor repairs, as these rods have only about one half the strength of the base metal. Each edge of the
repair sections should be beveled 45 degrees (included angle 90 degrees) and the root of the bevel should be rounded to a
minimum -inch radius; however, if the depth is over 1 inch, the sides can be beveled at 15 degrees after the width of the
groove at the top exceeds 1 1/2 inches. The section to be repaired should be chipped to sound metal and positioned for
downhand welding. Welds can be made in the vertical position; however, suitable copper or carbon dams should be used
to aid in supporting the weld metal. In order to obtain a proper joint, it is imperative that the base metal be locally
preheated. The preheat temperature should be between 600 F. (316 C. and 427 C.). In an emergency, a temperature of
400 F. (204 C.) can be used. An approved rod of 1/4, 5/16., or 3/8-inch diameter should be used, especially on propeller
sections over 3/8 inch thick. Smaller diameters, 5/32 inch and 3/16 inch, should not be used unless absolutely necessary,
and then only when considerable preheating has been done. With sufficient preheat, lower values of the current ranges
recommended by the electrode manufacturer can be used. Although lower currents are desirable, the operator's skill and
experience must be considered. Therefore, higher currents are preferable to currents too low. Higher currents risk fine
porosity in the weld metal, but currents too low risk poor fusion and slag inclusions.
(11) Hot-Flow Process. The hot-flow process provides a satisfactory method for major repairs. This process
consists of flowing molten metal of approximately the same chemical composition as the base metal into the joint. This
flow washes away and replaces the parent metal and forms a continuous member upon solidification. Foundry and mold
equipment is necessary for the use of this process.
(12) Multiple-Layer Gas Welding. The multiple-layer gas welding method is an approved major and minor repairs of
propellers. The edges to be welded are beveled to form a 75-degree, single V-groove weld for thickness less than 1 /2
inches. A 75-degree double V-groove is used if the thickness of the section is greater than 1 1/2 inches. A copper-zinc,
lowfuming, welding rod of the proper size and in accordance with Military Specification MIL-R-19631 is used with a suitable
5-5
|
||
|
||






