
| Tweet |

Custom Search
|
|

|
||
 TM 55-1905-223-24-1
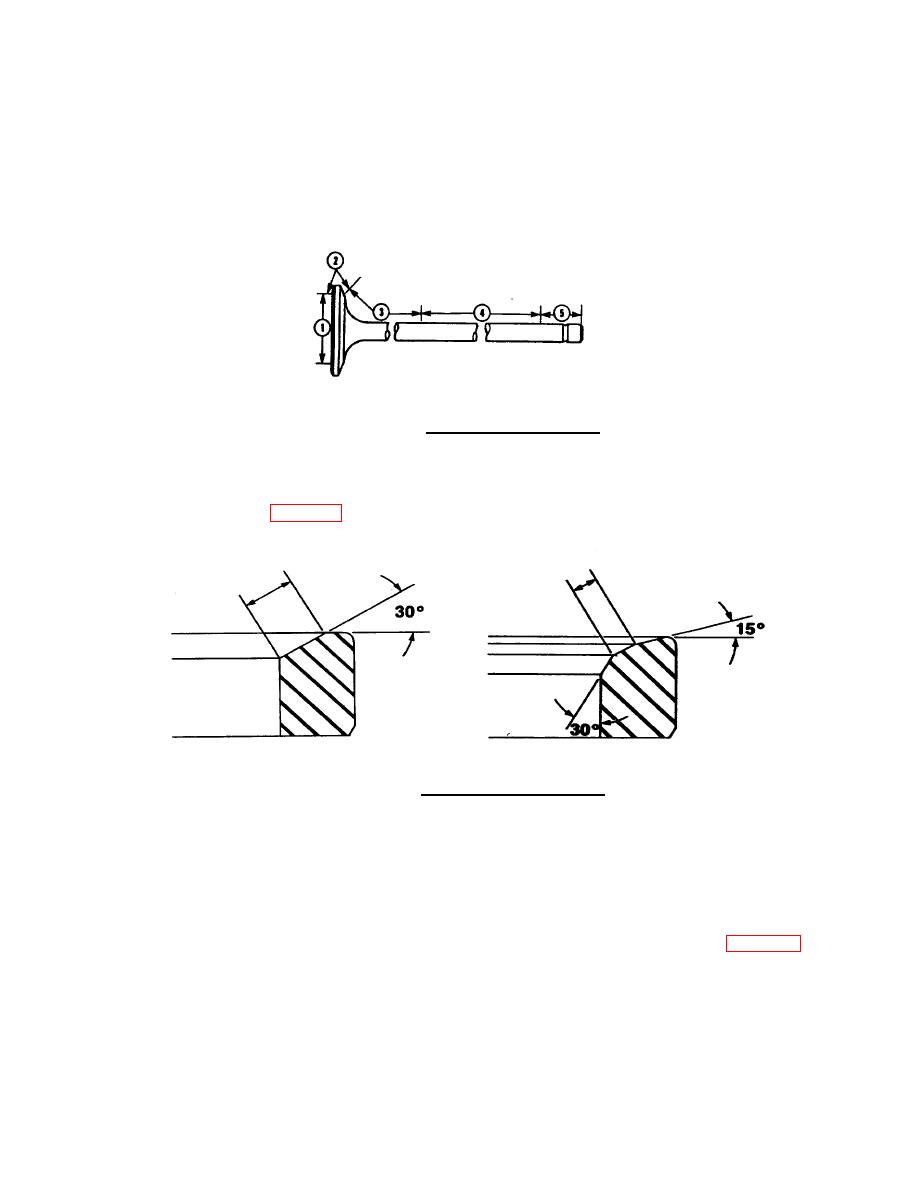
Acceptance Criteria (Intake and Exhaust Valves)
(1) Indications less than 38.1 mm [1-1/2 inch] in length are acceptable. More than five
indications,
spaced closer than 3 mm [1/8-inch], are not
acceptable.
(2) No indications are acceptable.
(3) and (4) ONLY longitudinal indications are acceptable.
(5) No indications are acceptable.
FIGURE 4-12.
Valve Acceptance Criteria.
(21)
Grind the Valve Seat.
(a) Use valve seat grinding machine and valve guide arbor set to grind the valve seat insert to the
angle shown in FIG. 4-13.
FIGURE 4-13.
Valve Seat Grinding Angles.
(b) Measure the valve seat width. Verify width is between 0.120 inch (3.05 mm) and 0.140 inch (3.56
mm) (intake valve) or 0.060 inch (1.52 mm) and 0.100 inch (2.54 mm) (exhaust valve).
(c) If the width is not within specifications, remove some of the surface material on the inside dameter
i
and outside diameter to decrease the width of the seat. If valve seat specifications cannot be
obtained by grinding, replace the valve seat insert.
(d) Use eccentrimeter and an arbor to measure valve seat to valve guide concentricity (FIG. 4-14).
(e) Verify concentricity is within 0.002 inch (0.05 mm). If concentricity is not within specifications,
grind
the valve seat again.
4-15
|
||
|
||






